เครื่องเจาะและงานเจาะ งานรีมเมอร์ งานตาปเกลียว
เครื่องเจาะ
งานเจาะจัดเป็นกระบวนการผลิตขั้นพื้นฐาน ที่มีลักษณะการทำงานแบบง่าย ๆ ไม่ยุ่งยากซับซ้อน แต่มีความสำคัญมาก โดยเฉพาะอย่างยิ่งในงานโลหะ การเจาะเป็นกระบวนการตัดเฉือนวัสดุงานออก โดยใช้ดอกสว่าน รูที่ได้จากการเจาะด้วยดอกสว่านจะมีลักษณะเป็นรูกลม เช่น รูยึดเหล็กดัดประตูหน้าต่างบานพับ กลอนประตูบ้าน ตลอดจนชิ้นส่วนรถจักรยาน รถยนต์ต่าง ๆ มีรูสำหรับการจับยึดมากมาย
3.1.1 ชนิดของเครื่องเจาะ
เครื่องเจาะมีหลายชนิดแต่สามารถแบ่งออกได้ดังนี้ คือ เครื่องเจาะตั้งพื้น เครื่องเจาะแบบรัศมี และเครื่องเจาะในงานอุตสาหกรรม
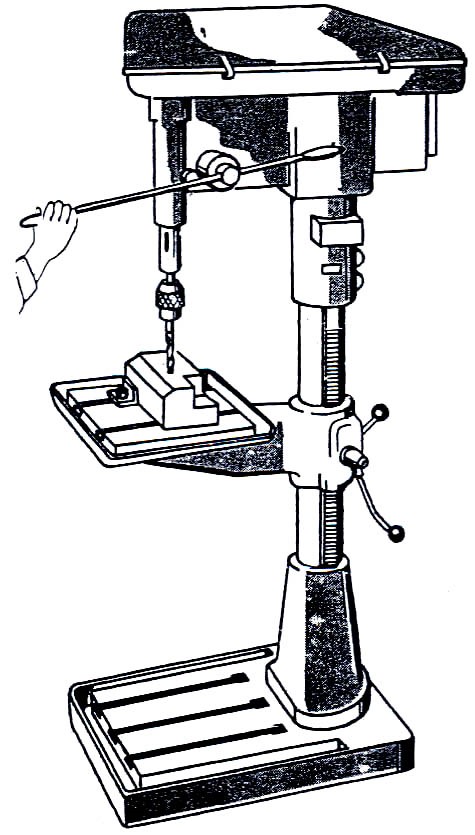
3.1.1.1 เครื่องเจาะตั้งโต๊ะ (Bench – model Sensitive Drilling Machine)เป็นเครื่องเจาะขนาดเล็กเจาะรูขนาดไม่เกิน 13 มม. จะมีความเร็วรอบสูง ใช้เจาะงานที่มีขนาดรูเล็ก ๆ ทั่ว ๆ ไป การส่งกำลังโดยทั่วไปจะใช้สายพานและปรับความเร็วรอบด้วยล้อสายพาน 2-3 ขั้น


ภาพที่ 3.1 เครื่องเจาะตั้งโต๊ะ
3.1.1.2 เครื่องเจาะตั้งพื้น (Plan Vertical Spindle Drilling Machine)เป็นเครื่องเจาะขนาดใหญ่และเจาะรูบนชิ้นงานที่มีขนาดใหญ่ เจาะรูได้ตั้งแต่ขนาดเล็กจนถึงขนาดใหญ่สุดเท่าที่ดอกสว่านมี และใช้งานอื่น ๆ ได้อย่างกว้างขวางการส่งกำลังปกติจะใช้ชุดเฟืองทด จึงสามารถปรับความเร็วรอบได้หลายระดับ และรับแรงบิดได้สูง


ภาพที่ 3.2 เครื่องเจาะตั้งพื้น
3.1.1.3 เครื่องเจาะรัศมี (Radial Drilling Machine)เป็นเครื่องเจาะขนาดใหญ่และเจาะรูบนชิ้นงานที่มีขนาดใหญ่กว่าเครื่องเจาะตั้งพื้น โดยที่หัวจับดอกสว่านจะเลื่อนไป-มาบนแขนเจาะ (Arm) จึงสามารถเจาะงานได้ทุกตำแหน่ง โดยติดตั้งงานอยู่กับที่ การส่งกำลังปกติจะใช้ชุดเฟืองทด


ภาพที่ 3.3 เครื่องเจาะรัศมี
3.1.1.4 เครื่องเจาะหลายหัว (Multiple-spindle or Gang-type Drilling Machine)เป็นเครื่องเจาะที่ออกแบบมาสำหรับการทำงานอุตสาหกรรมโดยเฉพาะ เครื่องเจาะจะมีหลายหัวจับ ดังนั้นจึงสามารถจับดอกสว่านได้หลายขนาด หรือจับเครื่องมือตัดอื่น ๆ เช่น รีมเมอร์ หรือหัวจับทำเกลียวใน จึงทำงานได้อย่างรวดเร็ว

3.1.1.5 เครื่องเจาะแนวนอน (Horizontal Drilling Machine)เป็นเครื่องเจาะที่ออกแบบมาเพื่อให้สามารถทำงานได้หลายลักษณะ ทั้งการเจาะรู การคว้านรู การกัดและการกลึง มักจะพบในโรงงานอุตสาหกรรมขนาดใหญ่

3.1.2.1.2 เสาเครื่องเจาะ (Column) จะเป็นเหล็กรูปทรงกระบอกกลวง เป็นส่วนที่ยึดติดกับฐานเครื่อง เพื่อรองรับชุดหัวเครื่องและรองรับโต๊ะงาน

ที่สำคัญดังนี้
 |
ภาพที่ 3.5 เครื่องเจาะแนวนอน
|
3.1.2 ส่วนประกอบที่สำคัญและหน้าที่การใช้งานของเครื่องเจาาะ
3.1.2.1 ส่วนประกอบต่าง ๆ ของเครื่องเจาะตั้งโต๊ะ
3.1.2.1 ส่วนประกอบต่าง ๆ ของเครื่องเจาะตั้งโต๊ะ
3.1.2.1.1 ฐานเครื่อง (Base) ทำด้วยเหล็กหล่อ เป็นส่วนที่รองรับน้ำหนักทั้งหมดองเครื่องจะยึดติดแน่นบนโต๊ะป้องกันการสั่นสะเทือนในขณะปฏิบัติงาน

3.1.2.1.2 เสาเครื่องเจาะ (Column) จะเป็นเหล็กรูปทรงกระบอกกลวง เป็นส่วนที่ยึดติดกับฐานเครื่อง เพื่อรองรับชุดหัวเครื่องและรองรับโต๊ะงาน

3.1.2.1.3 โต๊ะงาน (Table) ส่วนใหญ่ทำด้วยเหล็กท่อ เป็นส่วนที่รองรับชิ้นงานที่จะนำมาเจาะหรืออาจรองรับอุปกรณ์จับยึดสำหรับจับยึดชิ้นงาน เช่น ปากกาจับงาน เป็นต้น สามารถเลื่อนขึ้นลงได้บนเสาเครื่องด้วยการหมุนแขนส่งกำลังด้วยชุดเฟืองสะพาน เมื่อได้ตำแหน่งที่ต้องการก็สามารถยึดให้แน่นกับเสาเครื่องได้
3.1.2.1.4 ชุดหัวเครื่อง (Drilling Head) จะอยู่บนสุดของเครื่องเจาะ ประกอบด้วยส่วนต่าง ๆ ที่สำคัญดังนี้
- มอเตอร์ส่งกำลัง (Motor)
- สายพานและล้อสายพานส่งกำลัง (Belt & Pulley)
- ฝาครอบ (Pulley Guard) มีไว้ครอบสายพานเพื่อป้องกันอันตราย
 |
ภาพที่ 3.7 ส่วนประกอบที่สำคัญของเครื่องเจาะตั้งพื้น
3.1.2.2.3 โต๊ะงาน (Table) ส่วนใหญ่ทำด้วยเหล็ก มีทั้งที่เป็นรูปวงกลมหรือเป็นรูปสี่เหลี่ย เป็นส่วนที่รองรับชิ้นงานที่ต้องการเจาะ หรืออาจจะรองรับอุปกรณ์จับยึดชิ้นงาน เช่น ปากกาจับงาน |
3.1.2.2.4 ชุดหัวเครื่อง (Drilling Head) จะอยู่บนสุดของเครื่องเจาะ ประกอบด้วยส่วนต่าง ๆ ที่สำคัญดังนี้
- มอเตอร์ส่งกำลัง (Motor)
- สายพานและล้อสายพานส่งกำลัง (Belt & Pulley)
- ฝาครอบ (Pulley Guard) มีไว้ครอบสายพานเพื่อป้องกันอันตราย
- หัวจับดอกสว่าน (Drill Chuck) ใช้จับดอกสว่านก้านตรง ไม่ เกิน ½ นิ้ว หรือประมาณ 12.7 มม.
- แขนหมุนป้อนเจาะ (Hand Feed Level)
- สวิตซ์ปิดเปิด (Switch)
3.1.2.3 ส่วนประกอบที่สำคัญของเครื่องเจาะแบบรัศมี
- สายพานและล้อสายพานส่งกำลัง (Belt & Pulley)
- ฝาครอบ (Pulley Guard) มีไว้ครอบสายพานเพื่อป้องกันอันตราย
- หัวจับดอกสว่าน (Drill Chuck) ใช้จับดอกสว่านก้านตรง ไม่ เกิน ½ นิ้ว หรือประมาณ 12.7 มม.
- แขนหมุนป้อนเจาะ (Hand Feed Level)
- สวิตซ์ปิดเปิด (Switch)
3.1.2.3 ส่วนประกอบที่สำคัญของเครื่องเจาะแบบรัศมี
 |
ภาพที่ 3.8 ส่วนประกอบที่สำคัญ
ของเครื่องเจาะแบบรัศมี
ของเครื่องเจาะแบบรัศมี
3.1.2.3.1 ฐานเครื่อง (Base) เป็นส่วนที่ติดตั้งอยู่กับพื้นโรงงานทำด้วยเหล็กหล่อเป็นส่วนที่รองรับน้ำหนักทั้งหมดของเครื่อง
3.1.2.3.2 เสาเครื่อง (Columm) มีลักษณะเป็นเสากลมใหญ่กว่าเสาเครื่องเจาะธรรมดาจะยึดติดอยู่กับฐานเครื่องจะเป็นที่เคลื่อนขึ้นลงและจับยึดของแขนรัศมี
3.1.2.3.3 แขนรัศมี (Radial Arm) สามารถเลื่อนขึ้นลงได้บนเสาเครื่องและสามารถหมุนรอบเสาเครื่องได้เพื่อหาตำแหน่งเจาะงาน เป็นส่วนที่รองรับชุดหัวเครื่อง
3.1.2.3.4 ชุดหัวเครื่อง (Drilling Head) อยู่บนรัศมีสามารถเลื่อนเข้าออกได้ตามความยาวของแขนรัศมีเพื่อหาตำแหน่งเจาะรู
3.1.2.3.5 แกนเพลา (Spindle) เป็นรูปทรงกระบอก ภายในเป็นรูเรียวสำหรับจับยึดก้านเรียวของหัวจับดอกสว่าน หรือจับก้านเรียวของดอกสว่านที่มีขนาดใหญ่
3.1.2.3.6 โต๊ะงาน (Table) เป็นอุปกรณ์ที่ยึดติดอยู่บนฐานเครื่อง จะมีร่องตัว-ที เพื่อใช้จับยึดชิ้นงานโดยตรงหรือใช้สำหรับจับยึดปากกาจับงานหรืออุปกรณ์อื่น ๆ
3.1.2.3.7 มอเตอร์ (Motor) เป็นต้นกำลังที่ส่งกำลังไปหมุนแกนเพลาเพื่อหมุนดอกสว่านเจาะงานหรือส่งกำลังเพื่อขับเคลื่อนส่วนต่าง ๆ อัตโนมัติเนื่องจากชิ้นส่วนแต่ละส่วนมีขนาดใหญ่3.1.2.3.2 เสาเครื่อง (Columm) มีลักษณะเป็นเสากลมใหญ่กว่าเสาเครื่องเจาะธรรมดาจะยึดติดอยู่กับฐานเครื่องจะเป็นที่เคลื่อนขึ้นลงและจับยึดของแขนรัศมี
3.1.2.3.3 แขนรัศมี (Radial Arm) สามารถเลื่อนขึ้นลงได้บนเสาเครื่องและสามารถหมุนรอบเสาเครื่องได้เพื่อหาตำแหน่งเจาะงาน เป็นส่วนที่รองรับชุดหัวเครื่อง
3.1.2.3.4 ชุดหัวเครื่อง (Drilling Head) อยู่บนรัศมีสามารถเลื่อนเข้าออกได้ตามความยาวของแขนรัศมีเพื่อหาตำแหน่งเจาะรู
3.1.2.3.5 แกนเพลา (Spindle) เป็นรูปทรงกระบอก ภายในเป็นรูเรียวสำหรับจับยึดก้านเรียวของหัวจับดอกสว่าน หรือจับก้านเรียวของดอกสว่านที่มีขนาดใหญ่
3.1.2.3.6 โต๊ะงาน (Table) เป็นอุปกรณ์ที่ยึดติดอยู่บนฐานเครื่อง จะมีร่องตัว-ที เพื่อใช้จับยึดชิ้นงานโดยตรงหรือใช้สำหรับจับยึดปากกาจับงานหรืออุปกรณ์อื่น ๆ
3.1.3 เครื่องมือ อุปกรณ์ที่ใช้ในการเจาะ
3.1.3.1 ดอกสว่าน (Drills)
3.1.3.1.1 รูปร่างลักษณะ และชื่อเรียก
ตราป้อนเจาะงาน หมายถึง การป้อนลึกลงไปในงานต่อการหมุนของดอกสว่าน 1 รอบ เช่น อัตราป้อน
เจาะ 0.2 มม./รอบ หมายถึง เมื่อด
|
 |
ภาพที่ 3.9 แสดงการเรียกชื่อส่วนต่าง ๆ ของสว่าน
สว่านลักษณะนี้จะมีคมอยู่ 2 คม มีร่องคายเศษอยู่ 2 ร่อง คมตัดจะขึ้นเป็นขอบเส้น มีแนวหลบหลังคมไป ตามลำตัว คมจะเกิดขึ้นรอบ ๆ ลำตัวสว่านเป็นแนวเอียงมุมเหมือนกับเกลียวฟันไปรอบ ๆ ลำตัว ดูตามภาพที่ 3.9
โดยทั่ว ๆ ไปจะใช้งานกันอยู่ 2 ประเภท คือ แบบก้านจับตรงและก้านจับเรียว ภาพ (ก) และ (ค) เท่านั้น ส่วนอีก 2 แบบสำหรับใช้งานเฉพาะอย่าง
ก้านจับของดอกสว่านนี้จะทำหน้าที่จับยึดเข้ากับอุปกรณ์การจับของเครื่องเจาะเช่นพวกหัวจับ(Drill Chuck) สำหรับสว่านก้านตรง และปลอกจับเรียว (Taper Sleeve) สำหรับสว่านก้านเรียว
3.1.3.1.3 คมตัดของสว่าน
ชนิดคมตัดของสว่าน เกิดขึ้นจากการกัดร่องคายเศษเจาะ คมตัดนี้จะมี 2 ช่วง คือ ด้านหน้าของสว่าน และ คมตัดรอบ ๆ ลำตัวในลักษณะของเกลียวหรือเป็นคมตัดตรง ซึ่งคมตัดของสว่านนี้จะแบ่งชนิดของคมออกได้เป็น 2 ชนิด คือ คมตัดตรงและคมตัดเลื้อย กรณีของคมตัดเลื้อยส่วนใหญ่ทั่ว ๆ ไปของการใช้งานจะมีคมรอบลำตัวอยู่ 2 คม หมายถึง มีร่องคายเศษอยู่ 2 ร่องนั่นเอง จะมีสว่านกรณีพิเศษที่มีร่องคายเศษ 3 ร่องหรือ 4 ร่องขึ้นไป สำหรับเจาะงานเฉพาะซึ่งจะให้คุณสมบัติที่ดี คือ ยิ่งคมตัดมากความเที่ยงตรงในการเจาะจะสูง และผิวรูเจาะจะ เรียบ แต่ก็มีข้อเสียคือ ความแข็งแรงของคมตัดด้านหน้าจะน้อยลง

ภาพที่ 3.11 แสดงถึงคมตัดสว่านชนิด 2 คม 2 ร่องคายเศษ

ภาพที่ 3.12 แสดงถึงคมตัดสว่านชนิด 3 คม 3 ร่องคายเศษ
ส่วนระหว่างลำตัวสว่าน (BODY) กับก้านจับสว่าน (SHANK) ของสว่าน บางบริษัทจะตกร่องไว้ ดูตาม ภาพที่ 3.11 เรียกส่วนนี้ว่า คอสว่าน (NECK)
3.1.3.1.4 เส้นแกนสว่าน (WEB)

ภาพที่ 3.13 แสดงถึงเส้นแกน (WEB) ของส่วน
เส้นแกน (WEB) ของสว่านนั้นเกิดจากการกัดร่องคายเศษเจาะ และการขึ้นคมตัดของสว่าน ร่องคายเศษจะ เป็นตัวทำให้เกิดเส้นแกน (WEB) ขึ้น มีลักษณะเป็นแนวเรียว ด้านคมตัดจะมีความหนาน้อยกว่าด้านโคนของ ส่วน ดูตามภาพที่ 3.12 ที่แสดงไว้ด้วยสีดำมองเห็นได้ชัดเจน เส้นแกนนี้จะเป็นร่องบิดไปรอง ๆ ลำตัวสว่าน และ ความหนาของเส้นแกนจะค่อย ๆ เรียวเล็กลงไปจากโคนหาปลายคมตัด ดูตามภาพ (ก) และ (ข)
3.1.3.1.5 มุมคมตัดดอกสว่าน
การลับดอกสว่าน ดอกสว่านมีความจำเป็นมากในงานช่าง ดั้งนั้นช่างทุกคนควรจะต้องลับดอกสว่านเป็น เพื่อ ที่จะได้ลับดอกสว่านได้เมื่อดอกสว่านไม่คม มุมจิกหรือมุมรวมปลายดอกสว่านที่ใช้งานทั่วๆไปจะมีมุม รวม 118 องศา

ภาพที่ 3.14 มุมต่าง ๆ ของดอกสว่าน
ตามภาพมุมคมตัดของดอกสว่านโดยทั่ว ๆ ไปจะประกอบด้วยมุมที่เกี่ยวข้องกับการตัดเฉือน เพื่อจะให้ผลดีต่อ การตัดเฉือน คมตัดทำการตัดเฉือนได้ดีจะต้องมี (1) มุมคมตัด(Cutting Angle) (2) มุมหลบ(Lip Clearance Angle) (3) มุมคายเศษ (Rake Angle) (4) มุมจิก (Point Angle) แต่ละมุมจะมีความสำคัญต่อการทำงาน และมี ความเกี่ยวข้องซึ่งกันและกัน
(1) มุมคมตัด(Cutting Angle) จะมีลักษณะเหมือนกับลิ่ม ทำหน้าที่ตัดเฉือนเนื้อโลหะ
(2) มุมหลบ(Lip Clearance Angle) ทำหน้าที่ลดการเสียดสี และลดแรงต้านบริเวณผิวหน้าของมุมจิกของดอกสว่าน ถ้าไม่มีมุมคายเศษ ดอกสว่านจะไม่สามารถตัดเฉือนผิวงานได้
(3) มุมคายเศษ (Rake Angle) ทำหน้าที่ให้เศษตัดเฉือนเคลื่อนที่คายออกจากผิวงานที่ถูกตัด
(4) มุมจิก (Point Angle) ในการตัดโลหะทั่วไปจะใช้มุมคมตัดนี้โต118 องศา สำหรับโลหะตัดเฉือนชิ้นงานซึ่งสว่านส่วนใหญ่ทำมาจากเหล็กรอบสูง(High Speed Steel,HSS) มุมจิกมีผลต่อแรงกดเจาะ ถ้ามุมจิกโตมากแรงต้านเจาะก็มากขึ้นตามลำดับ แต่มุมจิกก็ช่วยในการนำศูนย์ในการเจาะงานในขณะเริ่มเจาะด้วย ขนาดของมุมจิกนี้จะขึ้นกับวัสดุงานที่นำมาเจาะ
3.1.3.2 หัวจับดอกสว่าน

ภาพที่ 3.15 หัวจับดอกสว่าน

ภาพที่ 3.16 ประแจขัน หัวจับดอกสว่าน

ภาพที่ 3.17 แสดงการจับดอกสว่านขนดเล็กด้วยหัวจับ (DRILL CHUCK)
ตามภาพที่ 3.17 แสดงการทำงานของหัวจับดอกสว่านแบบใช้ประแจขันแน่น โดยการประกอบดอกสว่าน ข้ากับหัวจับ แล้วใช้ประแจเลื่อนเข้าไปในรูหัวจับ โดยฟันของหัวจับจะสับเข้ากับร่องฟันเฟืองที่หัวจับ ถ้าหมุน ตามเข็มนาฬิกาจะเป็นการจับยึดสว่านแน่น ถ้าหมุนทวนเข็มนาฬิกาจะเป็นการคลายดอกสว่านออก
ลักษณะของประแจขันหัวจับดอกสว่านจะเป็นลักษณะของฟันเฟืองดอกจอก (BEVEL GEAR) ดังในภาพ ที่มีก้านจับขันและแกนสำหรับเสียบเข้ากับหัวจับดอกสว่าน ตัวก้านจับจะมีแขนหมุนสำหรับให้มือจับหมุนบิดไป-มา
3.1.3.3 ปลอกจับสว่านก้านเรียว (Sleeve)

ภาพที่ 3.18 ปลอกจับสว่านก้านเรียว (
SLEEVE) และขนาดต่าง ๆ
ดอกสว่านที่มีขนาดใหญ่ ๆ การจับด้วยหัวจับ (DRILL CHUCK) แบบต่าง ๆ ทำได้ลำบาก ในการแก้ปัญหา ให้ทำงานได้สะดวกและยังคงประสิทธิภาพเท่าเดิม โดยการออกแบบก้านสว่านให้มีลักษณะเป็นก้านเรียวใช้ ประกอบเข้ากับเพลาเจาะของเครื่องเจาะขนาดเล็ก หรือใช้ประกอบเข้ากับปลอกจับดอกสว่าน (SLEEVE) แล้วจึง ประกอบเข้ากับเพลาเครื่องเจาะ ปลอกจับนี้มีหลายขนาด สำหรับก้านดอกสว่านที่มีขนาดต่างกัน เมื่อใช้งานสามารถ นำมาประกอบร่วมกันได้ ดูตามภาพที่ 3.18

ภาพที่ 3.19 แสดงการถอดหัวจับดอกสว่านออก
กรรมวิธีการถอดหัวจับออกจะเหมือนกันหมดไม่ว่าจะเป็นหัวจับชนิดใดก็ตาม รวมทั้งการถอดสว่านก้าน เรียวอีกด้วย โดยการใช้เหล็กถอด (DRILL DRIFT OR TAPER DRIFT) ดูภาพที่ 3.19 มือหนึ่งจะประคองหัวจับ ไว้อีกมือหนึ่งถือค้อนเคาะเหล็กถอดออก การเคาะจะต้องเคาะเบา ๆ ไม่เข้าในลักษณะของการตี เหล็กถอดจะเสียบ เข้าไปในรูเพลาโดยเอาด้านตรงไว้ด้านบ้าน เมื่อเคาะด้านเรียวจะดันหัวจับออก
3.1.3.4 ดอกเจาะนำศูนย์
ดอกเจาะนำศูนย์ (Center Drill) เป็นดอกเจาะที่ใช้สำหรับการเจาะรูเรียวในช่วงเริ่มต้นของการทำงาน เพื่อจะ นำไปใช้งานต่อหรือเจาะต่อ ซึ่งเรียกการเจาะนี้ว่าเจาะนำ ลักษณะของรูเจาะจะมีรูปร่างตามรูปแบบของคมดอกเจาะ ดอกเจาะนำศูนย์มีหลายขนาดให้เลือกใช้งาน และขึ้นอยู่กับผู้ผลิตจะผลิตออกมาใช้งาน ซึ่งในบางครั้งที่ขาดแคลน สามารถจะนำเอาดอกสว่านหัก หรือดอกสว่านเก่าที่เลิกใช้งานแล้ว มาลับแต่งให้ได้มุมกรวยแหลมตามต้องการ และมีมุมคายเศษด้วยใช้เจาะแทนดอกเจาะนำศูนย์ได้
ความเร็วรอบที่ใช้กับดอกเจาะจะขึ้นที่ใช้กับดอกเจาะจะขึ้นอยู่กับขนาดของดอกเจาะนำศูนย์เอง โดยใช้ค่า ความเร็วในการหมุนตัดเช่นเดียวกับดอกสว่าน

ภาพที่ 3.20 ลักษณะและส่วนป
ระกอบดอกนำศูนย์
3.1.3.5 เหล็กตอกนำศูนย์
- ก่อนจะทำการเจาะจะต้องกำหนดตำแหน่งรูโดยใช้เหล็กขีดหมายตำแหน่งไว้ก่อน
- ใช้เหล็กนำศูนย์ตอกนำรูตรงตำแหน่งเจาะ แล้วจึงจับยึดชิ้นงานบนแท่นวางชิ้นงาน
ภาพที่ 3.21 เหล็กตอกนำศูนย์

ภาพที่ 322 ขีดหมายและตอกรูนำศูนย์
3.1.3.6 อุปกรณ์จับยึด
อุปกรณ์จับยึด ใช้จับยึดชิ้นงานให้แน่นก่อนเจาะซึ่งมีหลายชนิดดังต่อไปนี้
3.1.3.6.1 ปากกาจับงานเจาะ (VISE) ใช้สำหรับจับงานเจาะรูปทรงต่าง ๆ ดังภาพที่ 3.23

ภาพที่ 3.23 ปากกาจับงานเจาะ
3.1.4 ขั้นตอนการทำงานของเครื่องเจาะ
3.1.4.1 ศึกษาวิธีการใช้เครื่องเจาะให้เข้าใจ ถ้าไม่เข้าใจจะต้องปรึกษาอาจารย์ผู้ควบคุม พร้อมทั้งศึกษาเกี่ยวกับ ความปลอดภัยในการใช้เครื่องเจาะด้วย
3.1.4.2 นำชิ้นงานมาร่างแบบให้ได้แบบที่ถูกต้อง พร้อมทั้งใช้เหล็กตอกร่างแบบและใช้เหล็กนำศูนย์ตอกนำศูนย์
3.1.4.3 นำชิ้นงานมาจับยึดบนเครื่องเจาะให้แน่น อาจจะจับยึดบนโต๊ะงาน หรือจับยึดด้วยอุปกรณ์จับยึดงาน เช่น ปากกา C-Clamp เป็นต้น ขึ้นอยู่กับลักษณะงาน
3.1.4.4 นำดอกสว่านที่ต้องการเจาะจับยึดบนเครื่องเจาะ กรณีต้องการเจาะรูที่มีขนาดใหญ่ควรมีการเจาะไล่ขนาด จากเล็กไปหาขนาดใหญ่
3.1.4.5 ปรับระยะห่างระหว่างชิ้นงานกับปลายดอกสว่านให้เหมาะสมพร้อมปรับตำแหน่งที่จะเจาะให้ตรง ตำแหน่ง
3.1.4.6 ปรับความเร็วรอบให้ถูกต้อง ซึ่งหาได้จากการคำนวณ หรือจากตารางสำเร็จ
3.1.4.7 ทำการป้อนเจาะงานตามความลึกที่ต้องการเจาะ ถ้าเครื่องเจาะมีแขนตั้งระยะความลึกที่ต้องการเจาะ หรือ สามารถป้อนอัตโนมัติได้ก็ทำการตั้ง เพื่อความสะดวกในการเจาะ ในการเจาะที่ต้องการตำแหน่งที่แน่นอนควรเจาะ ด้วยดอกเจาะนำศูนย์ก่อน จะได้ตำแหน่งของรูที่แม่นยำกว่า
3.1.5 การคำนวณความเร็วในงานเจาะ จะมีความเร็วที่สำคัญ 2 ชนิด คือ ความเร็วรอบและความเร็วตัด
3.1.5.1 การคำนวณความเร็วตัด มีสูตรการคำนวณดังนี้

V = ความเร็วตัดงานเจาะ เมตร/นาที
N = ความเร็วรอบดอกสว่าน รอบ/นาที
d = ความยาวเส้นผ่าศูนย์กลางดอกสว่าน มม.
ตัวอย่างที่ 3.1 จงคำนวณหาค่าความเร็วตัดที่เจาะงานด้วยดอกสว่านมีความยาวเส้นผ่าศูนย์กลาง
10มม. ด้วยความเร็วรอบ 800 รอบ/นาที
วิธีทำ

ความเร็วตัดที่ใช้เจาะงาน = 25.13 เมตร / นาที
 
การคำนความสัมพันธ์การเจาะรูด้วยดอกสว่าน (Processing Time for Drilling)
I = ความลึกของรู (Drilling Depth, Hoole Depth)
Ia = ความลึกก้นรู (Initial Out, Drill Tip Height)
L = ระยะเจาะรวม (Total Drilling Distance)
n = ความเร็วดอกสว่าน (r.p.m. of the Twist Drill)
s = ระยะป้อน มม. (Feed)
s’ = ความเร็วป้อน มม./นาที (Feed Speed)
I = จำนวนรูเจาะ (No. of Operations)
th = ช่วงเวลาเจาะนาที (Processing Time)
1. การหาความเร็วป้อน s’

ภาพที่ 3.34 การหาความเร็วป้อน s’
ระยะป้อนต่อ 1 รอบ = s (มม.)ระยะป้อนต่อ ก รอบ = s x n (มม./นาที) ได้สูตร z x n = ความเร็วป้อน (s’)
2. การหาค่า th

ภาพที่ 3.35 การหาค่า th
จากขนาดความเร็วป้อนจะได้

3. การหาค่า la

ภาพที่ 3.36การาค่าla

การป้อนเจาะงานของดอกสว่าน
|

อัตราป้อนเจาะงาน หมายถึง การป้อนลึกลงไปในงานต่อการหมุนของดอกสว่าน 1 รอบ เช่น อัตรา ป้อนเจาะ 0.2 มม./รอบ หมายถึง เมื่อดอกสว่านหมุนไปครบ 1 รอบ จะสามารถป้อนกินลึกลงไปในงาน 0.2 มม.
ในการป้อนอัตโนมัติถ้าเครื่องเจาะไม่สามารถป้อนอัตโนมัติได้ก็ต้องป้อนการกินลึกด้วยมือจะต้องอาศัยประสบการณ์ และความรู้สึก ถ้าเครื่องสามารถป้อนอัตโนมัติก็จะมีตารางสำหรับให้เลือกในการป้อนความลึกเจาะงาน
ตารางที่ 3.2 ตารางอัตราป้อนเจาะของดอกสว่าน

3.1.6 ความปลอดภัยในการใช้เครื่องเจาะ
3.1.6.1 ก่อนใช้เครื่องเจาะทุกครั้งจะต้องตรวจดูความพร้อมของเครื่องก่อนใช้เสมอ ถ้าเครื่องชำรุดอาจเป็นอันตรายต่อ ผู้ปฏิบัติงานได้
3.1.6.2 การจับยึดชิ้นงานจะต้องจับยึดให้แน่นและจะต้องจับให้ถูกวิธี
3.1.6.3 ศึกษาขั้นตอนและวิธีการใช้เครื่องเจาะ และวิธีการทำงานให้ถูกต้อง
3.1.6.4 จะต้องแต่งกายให้รัดกุมถูกต้องตามกฎความปลอดภัย
3.1.6.5 จะต้องสวมแว่นตานิรภัยป้องกันเศษโลหะกระเด็นเข้าตา
 ภาพที่ 3.37 แสดงการจับยึดชิ้นงานไม่แน่นเพียงพอ ซึ่งก่อให้เกิดอันตรายสำหรับผู้ปฏิบัติงานได้  
3.1.7 บำรุงรักษาเครื่องเจาะ
3.1.7.1 ไม่ว่าจะเป็นเครื่องเจาะชนิดใด ในการบำรุงรักษาก็จะใช้หลักการเดียวกัน จะต่างกันก็ตรงจุดบำรุงรักษาจะมากน้อยแตก
กันซึ่งวิธีการบำรุงรักษามีดังนี้ คือ
3.1.7.2 จะต้องตรวจสอบชิ้นส่วนต่าง ๆ ของเครื่องให้พร้อมใช้งานตลอดเวลา
3.1.7.3 ก่อนใช้งานจะต้องหยดน้ำมันหล่อลื่นในส่วนที่เคลื่อนที่
3.1.7.4 ควรมีแผนการบำรุงรักษาเป็นระยะตามระยะเวลาที่กำหนด เป็นการบำรุงรักษาเชิงป้องกัน
3.1.7.5 หลังจากเลิกใช้งานจะต้องทำความสะอาดและชโลมด้วยน้ำมัน
3.2 งานรีมเมอร์
งานรีมเมอร์ (Reamers) หรืองานคว้านเรียบ เพื่อปาดผิดของรูเจาะ รูคว้าน หรือผิวรูฝังให้เรียบร้อยและ สม่ำเสมอเท่า กันงานบางอย่างผิวของงานจากการเจาะยังไม่เรียบพอหรืออาจจะมีขนาดเส้นผ่าศูนย์กลางจากการเจาะไม่ได้พิกัดตามต้องการ จำเป็นจะต้องทำการคว้านละเอียดอีกครั้งหนึ่ง
3.2.1 ชนิดของรีมเมอร์
3.2.1.1 รีมเมอร์มือ (Hand reamers) ปลายด้ามของรีมเมอร์จะมีลักษณะเป็นรูปสี่เหลี่ยมเพื่อใช้สำหรับมือหมุน แบ่งออก ได้เป็น 3 ชนิดด้วยกันคือ แบบขนาดตายตัว แบบขนาดปรับได้และแบบเรียว

ภาพที่ 3.41 แสดงการใช้รีมเมอร์มือปาดผิวรูเจาะ
3.2.1.2 รีมเมอร์เครื่อง (Machine remers) ปลายด้ามของรีมเมอร์ชนิดนี้มี 2 แบบ คือแบบด้ามตรง ซึ่งใช้กับหัวจับของ ดอกสว่านและแบด้ามเรียวที่ใช้จับกับเพลาของเครื่องรีมเมอร์เครื่องแบ่งออกเป็น 2 ชนิด คือ แบบตายตัว และแบบปรับขนาด ได้

ภาพที่ 3.42 แสดงการใช้รีมเมอร์เครื่องปาดผิวรูเจาะ

ภาพที่ 3.43 รีมเมอร์แบบเรียว

ภาพที่ 3.44 รีมเมอร์แบบปรับขนาดได้
3.2.2 ส่วนประกอบของรีมเมอร์
รีมเมอร์ประกอบด้วยส่วนสำคัญ 3 ส่วนใหญ่ ๆ ดังภาพที่ 3.45

ภาพที่ 3.45 แสดงส่วนประกอบของรีมเมอร์
จากภาพที่ 3.45 ส่วนประกอบของรีมเมอร์มีดังนี้
1. ด้ามของรีมเมอร์ เป็นส่วนที่รับกำลังจากมือหมุนหรือเครื่อง
2. คมของรีมเมอร์ มีหน้าที่ปาดผิวรูเจาะให้เรียบและได้ขนาดที่ถูกต้อง
3. คมนำตัด มีหน้าที่นำคมของรีมเมอร์เข้าปาดผิวรูได้ตรงศูนย์
3.2.3 หลักการทำงานรีมเมอร์
3.2.3.1 การเจาะรูสำหรับรีมเมอร์ ในการปฏิบัติงานรีมเมอร์จะต้องเจาะรูด้วยดอกสว่านก่อนและให้ได้ขนาดของรูเจาะเล็ก
เล็กกว่าขนาดของรีมเมอร์ ซึ่งหาได้จากสูตร

เมื่อ dB = ขนาดรูเจาะ
Df = ขนาดรีมเมอร์
Z = ระยะเผื่อ (ระยะเผื่อจากตาราง + ส่วนเกิน)

หมายเหตุ ดอกเจาะขนาดหนึ่ง ๆ เมื่อเจาะรูเสร็จ ขนาดของรูเจาะโดยปกติแล้วจะโตกว่าขนาดของดอกเจาะประมาณ 0.05 มม. ซึ่งเป็นส่วนเกินขนาดของรีมเมอร์ สำหรับระยะเผื่อดูได้จากตารางที่ 3.3
ตารางที่ 3.3 แสดงระยะเผื่อของรีมเมอร์แต่ละขนาด

ตัวอย่างที่ 3
จะต้องเจาะรูด้วยดอกเจาะขนาดโต บนชิ้นงานชิ้นหนึ่ง ซึ่งเมื่อรีมเมอร์เสร็จแล้วจะมีขนาดสำเร็จ f 20 มม.
ขนาดของดอกเจาะที่ต้องใช้ = ขนาดสำเร็จ - ระยะเผื่อ
= 20 – (0.3 + 0.05)
ขนาดของดอกเจาะที่ต้องใช้ = 19.65 มม.
3.2.3.2 ความเร็วรอบสำหรับงานรีมเมอร์ ปกติจะช้ากว่าความเร็วที่ใช้เจาะรูประมาณ
1ใน 3 ของความเร็วเจาะสำหรับความเร็วตัดที่เลือกใช้จะต้องขึ้นอยู่กับหลายองค์ประกอบ ดังแสดงไว้ในตารางที่ 3.4
ตารตารางที่ 3.4 แสดงค่าความเร็วตัดสำหรับวัสดุรีมเมอร์และวัสดุงาน

3.2.3.3 การหล่อลื่นและหล่อเย็น ในขณะรีมเมอร์จะเกิดเศษโลหะ ดังนั้นควรใช้การหล่อลื่นและหล่อเย็นช่วฃไม่ใช้เศษ โลหะอุดตัน และช่วยลดแรงเสียดทานระหว่างผิวรูเจาะกับคมของรีมเมอร์ ทำให้ผิวเรียบมากขึ้นในตารางที่ 3.5 แสดงชนิดของ
สารหล่อเย็นที่ใช้ในงานรีมเมอร์
ตารางที่ 3.5 แสดงชนิดของสารหล่อเย็นที่ใช้ในงานรีมเมอร์

3.2.4 ขั้นตอนการคว้านละเอียดด้วยมือ
1. เจาะรูให้เล็กกว่าขนาดจริงด้วยเครื่องเจาะหรือเครื่องกลึง ดูได้จากตารางที่ 3.2
2. จับยึดชิ้นงานด้วยปากกา
3. ทำการคว้านละเอียดด้วยมือโดยใช้ด้ามต๊าปเกลียว โดยการหมุนไปทิศทางเดียวจะไม่หมุนกลับทิศทางเหมือนตาปเกลียว
มิฉะนั้นเศษโลหะจะขูดผิวงานเป็นรอย

4. ตรวจศูนย์แนวฉากด้วยวัดมุมระหว่างดอกรีมเมอร์กับผิวชิ้นงาน
5.หล่อลื่นชิ้นงานด้วยน้ำมันเครื่องเพื่อช่วยยืดอายุการใช้งานของดอกรีมเมอร์และรักษาคุณภาพของผิวชิ้นงาน
3.2.5 การเก็บและบำรุงรักษาดอกรีมเมอร์
3.2.5.1 เจาะรูชิ้นงานที่ต้องการคว้านละเอียดให้สัมพันธ์กับดอกรีมเมอร์
3.2.5.2 ดอกรีมเมอร์ เป็นเครื่องมือประเภทหลายคมตัด ตัดเฉือนผิววัสดุงานออกเพียงบาง ๆ ประมาณ 0.05 มม.
3.2.5.3 การคว้านละเอียด ต้องหมุนดอกริมเมอร์ไปทางเดียวกับคมตัดเท่านั้น
3.2.5.4 เลือกขนาดรีมเมอร์ให้ถูกขนาด หรือวัดขนาดที่สันคมรีมเมอร์ด้วยไมโครมิเตอร์
3.2.5.5 การถอดดอกรีมเมอร์ให้หมุนดอกรีมเมอร์ในทิศทางเดียวกับการป้อนดอกรีมเมอร์ พร้อมกับให้ยกดอกรีมเมอร์ขึ้น
3.2.5.6 ถ้าหมุนดอกรีมเมอร์กลับทิศทาง จะทำให้ผิวงานเกิดรอยขีดข่วน และอาจทำให้คมของดอกรีมเมอร์หักได้
3.2.5.7 แยกดอกคว้านละเอียดออกจากเครื่องมืออื่น เพื่อรักษาคมดอกรีมเมอร์และป้องกันบาดเจ็บทำความ
สะอาดและใช้น้ำมันกันสนิมเคลือบผิวบาง ๆ หลังใช้งาน
3.2.5.8 เก็บดอกรีมเมอร์ใส่ซองหรือกล่องเฉพาะ ไม่รวมกับเครื่องมือ
3.3 งานเจาะผายปากรูเรียว และงานเจาะผิวหัวสกรูปาฉาก
3.3.1งานเจาะผายปากรู
· ดอกเจาะผายปากรูทั่วไป
ดอกเจาะผายปากรู (Counter Sinks) เป็นดอกเจาะภายหลังที่ใช้สว่านเจาะแล้ว โดยเจาะรูทรงกระบอกตรงจากการเจาะของ ดอกสว่าน เมื่อใช้ดอกเจาะผายปากรูเจาะต่อ จะทำให้ปากกรูเป็นรูปทรงกรวย ดอกเจาะผายปากรูมีมากมายหลายแบบตามที่ผู้ ผลิตออกมาให้เกิดความสะดวกต่อการทำงาน
- มุม 600 สำหรับผายากรูลบคม
- มุม 750 สำหรับงานย้ำหมุด
- มุม 900 สำหรับผายปากรูลบคมและฝังหัวสกรู
- มุม 1200 สำหรับงานย้ำหมุด

ภาพที่ 3.47 การผายปากรู

ภาพที่ 3.48 ชนิดต่าง ๆ ของดอกผายรู
· ดอกเจาะผายปากรูลบคม
- สำหรับผายปากรูลบคมรูเจาะ
- มีจำนวนคมตัดมากกว่าดอกเจาะฝังหัวสกรูทรงกระบอก
- - ใช้ความเร็วรอบต่ำกว่าดอกสว่านประมาณ 25-30%

ภาพที่ 3.49 ดอกเจาะผายปากรูลบคม
· ดอกเจาะผายปากรูฝังหัวทรงกรวย
ผายปากรูเป็นทรงกรวย เพื่อฝังหัวสกรูหรือฝังหัวหมุดย้ำ

ภาพที่ 3.50 ดอกเจาะผายปากรูฝังหัวทรงกรวย
· ปฏิบัติการเจาะรูฝังหัวทรงกรวย
- คมตัดสำหรับผายปากรูฝังหัวสกรู หรือหัวหมุดย้ำ
- ใช้ความเร็วรอบต่ำกว่าดอกสว่านประมาณ 50%

ภาพที่ 3.51 แบบฝังหัวสกรูทรงกรวย
3.3.2 งานเจาะฝังหัวสกรู
· ดอกเจาะรูฝังหัวสกรู
ดอกเจาะฝังหัวสกรู (Counter Bore) หมายถึง ดอกเจาะคว้านขนาดรูให้โตขึ้น สำหรับใช้ฝังหัวสกรูเข้าไปในเนื้อผิวงาน
ในขณะเดียวกันคมตัดด้านหน้าของดอกเจาะฝังหัวสกรูต้องสามารถปาดผิวหน้างานได้ดีด้วย คมตัดมีอยู่รอบ ๆ ตัว และด้านหน้า
ของดอกคว้านอีกด้วย

ภาพที่ 3.52 ดอกเจาะฝังหัวสกรูแบบต่างๆ
· การเจาะรูฝังหัวสกรูทรงกระบอก
การเจาะรูฝังหัวสกรูทรงกระบอก เพื่อให้หัวสกรูยึดชิ้นส่วนไม่โผล่ออกนอกผิวชิ้นงาน เช่น สกรูยึดเครื่องมือกลชิ้นใหญ่

ภาพที่ 3.53 เจาะรูฝังหัวสกรูทรงกระบอก
· ปฏิบัติการเจาะรูฝังหัวสกรูทรงกระบอก
- ใช้ความเร็วรอบต่ำกว่าดอกสว่านประมาณ 50 %
- ปลายนำเจาะสำหรับประคองศูนย์
- คมตัดสำหรับเจาะรูฝังหัวสกรู

ภา ภาพที่ 3.54 ดอกเจาะฝังหัวสกรูทรงกระบอก
|
ไม่มีความคิดเห็น:
แสดงความคิดเห็น